Несколько слов об оборудовании для монтажа SMD компонентов



 7.4K
7.4K В далёкие шестидесятые годы, когда трава была зеленее, а электронные устройства ещё вовсю конструировались и изготавливались на вакуумно-электронных лампах и навесной монтаж был также популярен, как печатный, была разработана необычная по тем временам технология пайки компонентов на медные контактные площадки (полигоны) печатных плат. Она стала именоваться технологией поверхностного монтажа (ТПМ) в русскоязычной литературе, и, аналогично, surface-mount technology (SMT) в англоязычной. ТПМ подарила более высокую плотность в сочетании с ускорением и удешевлением сборки. Это изобретение немного опережало время: в шестидесятые годы электронная промышленность ещё не была готова к выпуску компонентов для SMT: степень миниатюризации была тогда почти нулевая, в плотность размещения во времена, когда относительно огромные электровакуумные лампы ещё прочно сидели в головах конструкторов электроаппаратуры, ещё не учитывалась. Да и общее машиностроение не давало электронной промышленности специализированное оборудование ТПМ. Поверхностный монтаж применялся только при выпуске спецаппаратуры, в частности, для военной или аэрокосмической отраслей.
Но с середины восьмидесятых ситуация стала меняться: начался бурный расцвет SMT-технологии. Появились миниатюрные резисторы, конденсаторы, транзисторы, диоды, микросхемы и всё остальное, разработанное для пайки с применением SMT. Все они стали называться surface-mount devices (SMD). Параллельно стали появляться машины для их установки, так как к ручной пайке они были слабо приспособлены. Толчком к взрывному развитию послужила тенденция к общему удешевлению электронной продукции, уменьшению её габаритов и массы.
Статья ставит целью дать общее представление о технологии SMT и о самих SMD; кратко расскажем об особенностях и конструкции оборудования, применяемого в SMT, сделаем обзор нескольких современных станков, предлагаемых изготовителями, и успешно работающих на малых и крупных предприятиях в мире.
![]() Время чтения: 25 минут
Время чтения: 25 минут

Станки для монтажа SMD компонентов? Это очень просто!
Технология поверхностного монтажа (SMT)
Технология surface-mount technology (SMT) берёт своё начало ещё с шестидесятых годов XX века. В это время ещё очень активно проектировалась и промышленно выпускалась аппаратура, где основой служили радиолампы; а полупроводниковые электронные приборы только-только входили в массовое производство; выпуск отдельных видов микросхем уже налажен, но исключительно для спецаппаратуры военного или аэрокосмического назначения. Именно военно-космические отрасли, наиболее бурно развивавшиеся в условиях холодной войны и космической гонки, стали активно соревноваться в уменьшении габаритов, массы и энергопотребления аппаратуры. Одним из методов решения такой инженерной задачи стало уменьшение размера элементной базы и увеличение плотности её расположения. SMT даёт производителям мощный инструмент для сокращения времени производства без потери качества. Автоматизация всех этапов монтажа особенно важна при массовом выпуске электронных изделий.
Электронная промышленность середины двадцатого века ещё вовсю использовала навесной монтаж на специальные монтажные стойки и/или непосредственно между собой. Он требовал множества ручных операций. А ещё применялся печатный монтаж выводных компонентов в отверстия (through hole technology, THT), который серьёзно автоматизировался. Не говоря о первом, даже второй способ не давал высокую плотность: выводные элементы довольно крупногабаритны, требуют много места. Печатные платы тогда приходилось просверливать множеством отверстий, в которых посредством выводов элементы крепились и электрически соединялись.
Все выявленные недостатки требовали устранения: ТПМ-технология стала решением всех проблем. Её суть в пайке спецкомпонентов не на монтажные стойки или продевание гибких выводов через отверстия, а напрямую на полигоны, расположенные с той же стороны, что и дорожки на печатной плате. Их стали называть компонентами для поверхностного монтажа (surface-mount devices, SMD).
Технология предоставила преимущества:
- Устраняется необходимость такой технологической операции, как сверление отверстий, а медные контактные площадки для пайки вытравливаются вместе с дорожками (смотри статью «Проектируем печатную плату»).
- Отсутствие выводов уменьшает габариты с весом элементов, следовательно, стоимость.
- Менее материалоёмкие и недорогие компоненты получается создавать быстрее, причём очень объёмными партиями.
- Малогабаритные решения помогают увеличить плотность монтажа (разместить больше элементов на определённой площади платы).
- В случае двухсторонней платы возможно размещение с обеих сторон, что ещё дополнительно увеличивает плотность размещения.
- Выбор этой технологии снижает размеры, вес и стоимость готового устройства.
- Помимо группового изготовления печатных плат, стала возможна групповая пайка компонентов, дополнительно снижающая сроки изготовления устройств с их себестоимостью.
- Появилась возможность автоматизации процесса размещения, пайки и контроля компонентов.
Как следует из перечня преимуществ, SMT-технология способна стать просто «золотой страной Эльдорадо» для изготовителей электроники. Так оно и стало, но годы спустя. Ну а в шестидесятые, о которых идёт речь, её массового использования не произошло, так как были некоторые немаловажные моменты:
- Электронная промышленность середины двадцатого века не умела разрабатывать и массово изготавливать SMD. Разработки и выпуск велось только для «затратных» по определению отраслей: космонавтики и армии. В массовой аппаратуре SMT не применялся.
- Миниатюризация компонентной базы привела к принципиальной невозможности ручной пайки и потребовала разработки с внедрением спецоборудования — станков для автоматизированного монтажа.
- Кроме того, на тот момент отсутствовала налаженная логистика поставок компонентов для SMT, что сдерживало рост этой технологии.
Эти моменты были решены в частном порядке для внедрения ТПМ в военной и аэрокосмической отрасли, но в массовой аппаратуре это случилось только в восьмидесятых. В это время ТПМ стала повсеместно доступной, начался массовый выпуск компонентов для применения в этой технологии, а также появились относительно недорогие, но производительные станки для автоматизированного монтажа (pick-and-place machines, P&P). О SMD и станках будет рассказано в посвящённых им разделах статьи. Новый этап в развитии смт позволил сократить производственные издержки и повысить эффективность линий монтажа.
В общем, вся SMT-технология состоит из пяти этапов:
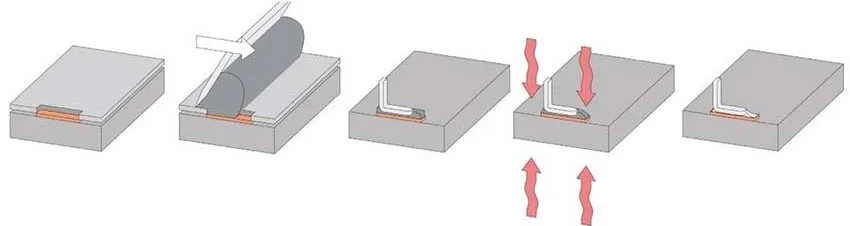
Этап 1. На печатную плату накладывается специальный трафарет из тонкого листа нержавеющей стали с прорезями, расположенные в точности над контактными площадками для пайки. Этот трафарет, как и печатная плата, легко проектируются в системах автоматизированного проектирования (САПР) и изготавливаются на спецпроизводствах.
Этап 2. На печатную плату наносится паяльная паста, состоящая из припоя и флюса (смотри статью «Несколько слов о флюсах для пайки»). Она попадает через прорези в трафарете только на нужные контактные площадки.
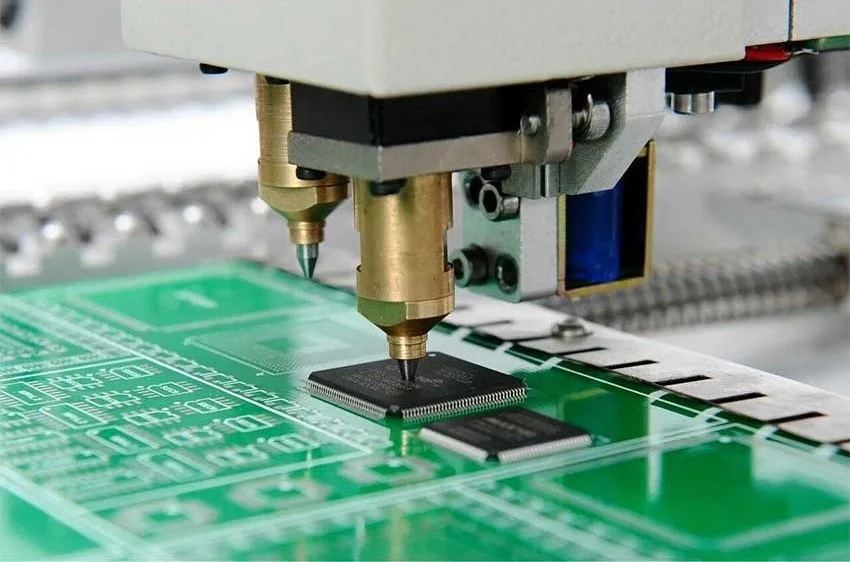
Этап 3. Трафарет изымается. С помощью P&P-станка компоненты размещаются над контактными площадками и фиксируются клеящей способностью паяльной пасты.
Этап 4. Выполняется пайка. Паяют несколькими способами, где самым популярными стала термовоздушная пайка на специальных нагревательных столах, а в условиях массового изготовления в паяльных печах.
Этап 5. Включает визуальный контроль качества с проверкой электрических параметров паяного соединения.
Компоненты для поверхностного монтажа (SMD)
Это специализированные миниатюрные и сверхминиатюрные электронные компоненты для SMT. Не путайте эти два понятия: Surface-mount technology (SMT) — это общее наименование технологии, а surface-mount devices (SMD) — это название группы электронных компонентов, применяемых в SMT-технологии. Сегодня доступно множество разновидностей компонентов, подходящих как для промышленного, так и для учебного применения.
Сегодня практически все детали реализуемы в форм-факторе SMD, кроме тех, которые ввиду конструктивных особенностей не бывают миниатюрными: мощные резисторы (смотри статью «Как проверить резистор мультиметром?»), высоковольтные конденсаторы (смотри статью «Как выбрать конденсатор?»), силовые дроссели, трансформаторы, некоторые коммутационные изделия, такие как разъёмы, реле и тому подобные. Многие до сих пор выпускаются как в выводном исполнении, так и для SMT. В таблице ниже представлены наиболее часто используемые SMD компоненты и описание их разновидностей:
|
Резисторы: |

|
Конденсаторы: |

|
Катушки индуктивности (дроссели): |

|
Диоды: |

|
Светоизлучающие диоды: |

|
Кварцевые резонаторы: |

|
Транзисторы: |

|
Микросхемы: |
|
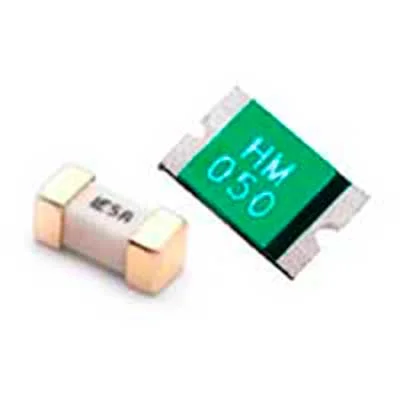
Предохранители: |

|
Разъёмы: |
SMD получили множество типоразмеров, что обусловлено разнообразным назначением, внутренним устройством, количеством выводов и другими особенностями. Ниже будут перечислены основные. Сведения, представленные ниже, потребуются для понимания некоторых моментов в следующих разделах статьи.
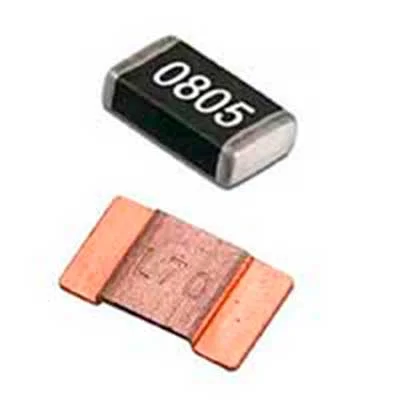
В зависимости от размера, пассивные SMD, такие как резисторы, конденсаторы и катушки индуктивности делятся на следующие типоразмеры:
|
Типоразмер |
Размер в миллиметрах (длина*ширина) |
|
01005 |
0,4*0,2 |
|
0201 |
0,6*0,3 |
|
0402 |
1,0*0,5 |
|
0603 |
1,6*0,8 |
|
0805 |
2,0*1,25 |
|
1206 |
3,2*1,6 |
|
1210 |
3,2*2,5 |
|
1812 |
4,5*3,2 |
|
1825 |
4,5*6,4 |
|
2220 |
5,6*5,0 |
|
2225 |
5,6*6,3 |
Электролитические конденсаторы делятся так:
|
Типоразмер |
Размеры цилиндра конденсатора в миллиметрах(диаметр*высота) |
Размеры основания конденсатора в миллиметрах (длина=ширина) |
|
0505 |
5*5,4 |
5,3 |
|
0605 |
6,3*5,4 |
6,6 |
|
0607 |
6,3*7,8 |
6,6 |
|
0810 |
8*10 |
8,0 |
|
1008 |
10*8 |
10,3 |
|
1010 |
10*10 |
10,3 |
|
1213 |
1,5*13,5 |
13,6 |
|
1216 |
12,5*16 |
13,6 |
|
1616 |
16*16,5 |
16,3 |
Типоразмеры танталовых твердотельных конденсаторов:
|
Типоразмер |
Габариты корпуса в миллиметрах (длина*ширина) |
|
A |
3,2*1,6*1,6 |
|
B |
3,5*2,8*1,9 |
|
C |
6,0*3,2*2,2 |
|
D |
7,3*4,3*2,4 |
|
E |
7,3*4,3*4,1 |
Диоды получили следующие типы корпусов:
|
Наименование корпуса |
Габариты корпуса в миллиметрах (длина*ширина) |
|
SOD923 |
0,8*0,6 |
|
SOD723 |
1,0*0,6 |
|
SOD523 |
1,2*0,8 |
|
SOD323 |
1,7*1,25 |
|
SOD123 |
2,7*1,5 |
|
DO215AC |
4,3*2,6 |
|
DO215AA |
4,3*3,6 |
|
DO215AB |
7,0*6,0 |
|
SMAJ |
4,3*2,6 |
|
SMBJ |
4,3*3,6 |
|
SMCJ |
7,0*6,0 |
Светоизлучающие диоды получили типоразмеры:
|
Типоразмер |
Габариты корпуса в миллиметрах (длина*ширина) |
Количество кристаллов |
|
3014 |
3,0*1,4 |
1 |
|
2835 |
2,8*3,5 |
1 |
|
3528 |
3,5*2,8 |
1/3 |
|
5050 |
5,5*1,6 |
3/4 |
|
5630 |
5,6*3,0 |
1 |
|
5730 |
5,7*3,0 |
1/2 |
Полупроводниковые транзисторы и некоторые виды микросхем выпускаются в следующих корпусах:
|
Наименование корпуса |
Количество выводов |
Габариты корпуса в миллиметрах (длина*ширина*высота) |
|
SOT723 |
3 |
1,2*0,8*0,5 |
|
SOT346 |
3 |
2,9*1,6*1,1 |
|
SOT323 |
3 |
2,0*1,25*0,9 |
|
SOT416 |
3 |
1,6*0,8*0,7 |
|
SOT523F |
3 |
1,6*0,8*0,7 |
|
SOT23 |
3 |
2,9*1,3*0,95 |
|
SOT23-5 |
5 |
2,9*1,6*1,1 |
|
SOT23-6 |
6 |
2,9*1,6*1,1 |
|
SOT89 |
3 |
4,5*2,5*1,5 |
|
SOT143 |
4 |
2,9*1,6*0,95 |
|
SOT223 |
3 |
6,5*3,6*1,6 |
|
SOT323 |
3 |
2,0*1,25*0,9 |
|
SOT343 |
4 |
2,0*1,25*0,9 |
|
SOT353 |
5 |
2,0*1,25*0,9 |
|
SOT363 |
6 |
2,0*1,25*0,9 |
|
SOT23-8 |
8 |
2,9*1,6*1,2 |
|
DPAK |
3 |
6*6,5*2,3 |
|
D2PAK |
3 |
9,2*10*4,4 |
|
D2PAK-5 |
5 |
9,2*10*4,4 |
|
D2PAK-7 |
7 |
9,2*10*4,4 |
|
D3PAK |
3 |
14*16*4,7 |
Корпуса микросхем получили богатую номенклатуру. В таблице ниже будут перечислены часто используемые с указанием характерных особенностей:
|
Наименование корпуса |
Характерные особенности |
| 2 ряда выводов | |
|
SOIC |
Дистанция между выводами 1,27 мм |
|
TSOP |
Тоньше SOIC, дистанция 0,5 мм |
|
SSOP |
Уменьшенный SOIC, на 0,65 мм |
|
TSSOP |
Тоньше SSOP, дистанция аналогична |
|
QSOP |
В четыре раза меньше SOIC, дистанция 0,635 мм |
|
VSOP |
Меньше QSOP, дистанция 0,4/0,5/0,65 мм |
| 4 ряда выводов | |
|
PLCC/CLCC |
Пластиковый/керамический корпус, дистанция между выводами 1,27 миллиметра, выводы загнуты в форме литеры J |
|
QFP |
Квадратные плоские корпуса различного размера (в зависимости от количества выводов) |
|
LQFP |
Тонкий QFP (1,5 миллиметра) |
|
PQFP/TQFP |
Пластиковый/керамический корпус с количеством выводов не менее 44 |
|
TQFP |
Тонкий QFP (1,1 миллиметра) |
|
PQFN |
QFP с площадкой для отвода тепла |
| Массив шариковых и столбиковых выводов или контактных площадок | |
|
BGA |
Массив шариковых выводов, дистанция между выводами 1,27 миллиметра |
|
LFBGA |
Тонкий BGA, дистанция между выводами 0,8 миллиметра |
|
CGA/CCGA |
Пластиковый/керамический корпус, массив столбиковых выводов |
|
uBGA |
BGA с уменьшенной дистанцией между выводами (менее 1 миллиметра) |
|
FCBGA |
Подложка с массивом шариковых выводов с припаянным к ней кристаллом и теплораспределителем |
|
LLP |
Корпус с контактными площадками |
Оборудование для монтажа
Развитие техники для установки SMD, как самой SMT-технологии, берёт начало в шестидесятых годах двадцатого века. Как было сказано ранее, тогда машиностроение не было готово предложить решения для автоматизации ТПМ, и процесс их позиционирования и пайки в общем был ручным, то есть монотонным, трудоёмким, сопряжённым с множеством ошибок. Первые примитивные станки, появившиеся в то время, показывали низкую производительность и монтировали лишь нескольких единиц в минуту, что при «микросерийном» выпуске для космонавтики и военных было вполне приемлемо. Но при нормальном серийном изготовлении массовой продукции требуется производительность выше на несколько порядков. Это требовало не только технической модернизации, но и внедрения нового подхода к организации производственного процесса.
Так в восьмидесятых годах появляется новое поколение относительно высокоскоростных машин для автомонтажа SMD. Их особенностью было то, что одна машина монтировала детали только одного типа, а при необходимости установки нескольких типов компонентов требовалось соответствующее количество машин, объединённых наподобие конвейера: после выполнения своей операции одна передвигала плату к другой и так далее. Наличие нескольких линий монтажа позволяло ускорить процесс и минимизировать простой оборудования.
Важно понимать, что в восьмидесятые годы даже они стоили запредельно, а ставить несколько таких машин, а то и несколько десятков, было доступно только компаниям мирового уровня. К тому же многократное последовательное перемещение платы плохо сказывалось на её качестве (элементы смещались от тряски и вибрации при перемещении; возможна была пайка лишь лёгких деталей), а также на производительности в целом.
В девяностые годы на рынке появились станки, устанавливающие нескольких SMD-типов путём автоматической смены вакуумных захватов-сопел. Это резко увеличивало производительность и снижало себестоимость изготовления продукции. В это время монтажное оборудование стало снабжаться машинным зрением (смотри статью «Несколько слов о робототехнике»), дающим автоматический визуальный контроль наличия элемента и соответствия технологическому процессу, с коррекцией его положения при размещении. Такая автоматическая проверка особенно важна для исключения брака на этапе пайки компонентов.
В двухтысячные годы оборудование стало снабжаться несколькими соплами-захватами с отдельными для каждого высокоскоростными приводами, что дало возможность параллельного размещения деталей. Наиболее совершенные машины этого периода достигали производительности более 100000 комп/час. Сегодня развитие производственных технологий привело к резкому снижению стоимости STM-машин и быстрой окупаемости, даже в условиях мелкосерийной сборки, не говоря уже о массовом выпуске в условиях крупного предприятия. Также небольшая цена позволяет покупать их ВУЗам для использования в образовательно-практической сфере. Некоторые модели включают встроенные системы диагностики, анализирующие корректность процесса монтажа в режиме реального времени.
Станки состоят из нескольких комплексных систем:
- Система подачи плат и элементов. Многие имеют такую систему, созданную для загрузки и выгрузки плат, перемещения и подготовки компонентов (к примеру, снятия упаковочной плёнки с ленты с ними), а также для их подачи непосредственно в размещающую головку. Эта система использует конвейеры, питатели и механические или роботизированные устройства. Эффективная система подачи критически важна для стабильной работы линий автоматического монтажа.
- Система управлением движением. Абсолютно все станки оснащаются высокоточными трёхосевыми приводами позиционирования размещающей головки. В систему входят шаговые серводвигатели (или электродвигатели других типов, например, линейные), контроллеры этих двигателей, электронный блок управления и программное обеспечение. Она бывает комбинированной и содержат гидравлические или пневматические приводы (работающие от сжатого воздуха или вакуума). Точные координаты каждой детали задаются программно, что делает процесс полностью автоматическим.
- Система размещающих головок. Современные станки имеют от одной до нескольких размещающих головок с собственными приводами и/или систему автоматической замены размещающей головки, если привод единственный. Система размещающих головок использует вакуумный, механический или иной привод захвата. Современные технологии позволяют использовать до восьми головок одновременно, ускоряя общий цикл монтажа.
- Система машинного зрения. Многие станки используют её для обнаружения, идентификации радиокомпонента, первичной дефектовки, разворота и позиционирования. Система состоит из камеры высокого разрешения и программной среды для распознавания образов, анализирующей изображение, определяющей положение и ориентацию всех элементов, включая платы. Визуальные системы контроля позволяют повысить точность позиционирования и надёжность пайки.
Отдельно рассказываем о питателях — специализированной оснастки для подачи радиодеталей в станок в таком виде, в котором будет обеспечена возможность их захвата. В современном SMT-оборудовании питатель состоит из катушки с намотанной на неё лентой с радиодеталями или лотка с ними, из которого они подаются в головку захвата и размещения или другие рабочие области. Питатель обычно имеет ременной, фрикционный или вибрационный привод. Есть нескольких типов:
- Катушечный/ленточный. Используется для подачи деталей, упакованных в катушку/ленту (практически все).
- Лотковый. Здесь элементы упакованы в лотки или трубки (обычно так упаковывают крупногабаритные и дорогие).
- Насыпной. Используется для подачи никак не упакованных элементов. Выбор типа питателя зависит от особенностей компонентов и масштабов производства.
Питатели являются частью процесса SMT, поскольку они создают постоянную ритмическую подачу деталей для системы захвата и размещения или другого оборудования. Это помогает собирать платы быстрее и с высокой эффективностью. Поддержание стабильного ритма подачи компонентов минимизирует вероятность остановки процесса.
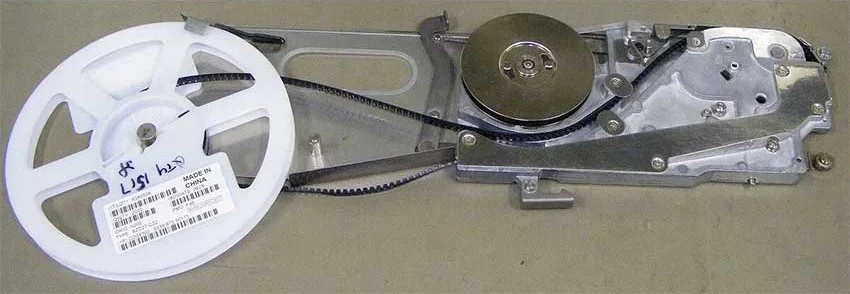
Катушка, используемая в катушечных и ленточных питателях — это специализированный вид упаковки, который помимо высокоплотного размещения предоставляет удобство работы по извлечению и подачи деталей в питатель . Она, как правило, изготавливается из пластика, а лента с элементами из картона или жёсткой плёнки. Снабжена карманами, в которых размещаются радиокомпоненты, закрытые сверху мягкой прозрачной лентой.
Катушки используют в отрасли SMT для снижения стоимости упаковки и обработки радиодеталей. Они также более компактны, чем лотки или трубки.
Обзор современного оборудования
Современные китайские фирмы-изготовители предлагают богатую номенклатуру недорогих, но высокопроизводительных настольных станков для автоматизированного монтажа SMD, которые являются прямыми конкурентами продукции американских, немецких и японских лидеров. В разделе будут описаны наиболее доступные и универсальные модели, которые успешно применимы как в небольшом частном предприятии, так и в промышленности в условиях мелко- и среднесерийного изготовления. Некоторые модели также поддерживают интеграцию с cmd-системами управления, что упрощает координацию технологических процессов.
Серия ZB3245/ZB3545 компании Zhengbang

В серию входит несколько настольных станков, отличающихся как геометрическими параметрами, так и функционалом, но имеющими высокую точность позиционирования и производительность.
|
ZB3245T |
ZB3245TS |
ZB3245TSS |
ZB3545TP |
|
|
Точность позиционирования размещающих головок (миллиметров) |
0,025 | |||
|
Количество размещающих головок |
2 | 4 | ||
|
Максимальная скорость размещения (компонентов в час) |
4000 | 6000 | 8000 | 7500 |
|
Количество мест для катушечных/ленточных питателей |
27 | 27 | 54 | 38 |
|
Количество камер системы машинного зрения |
нет | 2 | 4 | 6 |
|
Максимальный размер печатной платы (миллиметров) |
320*450 | 350*450 | ||
|
Максимальный высота монтируемых элементов |
≤10 | ≤19 | ≤12 | |
|
Встроенный дисплей |
да | нет | ||
|
Встроенный компьютер |
нет | |||
Это недорогие, но ультрасовременные высокопроизводительные настольные станки для SMT с программным управлением. Все они способны работать с независимыми катушечными/ленточными питателями , а также есть возможность использования вибропитателей (опционально); возможна установка компонентов от типоразмера 0402÷5050, а также микросхем в корпусах SOIC, QFP, BGA и других. Средние модели (ZB3245TS/ZB3245TSS) этой серии имеют систему машинного зрения для распознавания и позиционирования ; шесть камер старшей модели (ZB3545TP) полностью следят за процессом, сводя риск брака к минимуму. Как старшая, так и средняя и младшая модель (ZB3245T) имеют высокую производительность, эргономику, качественные комплектующие и удобное программное обеспечение, в котором легко и оперативно разрабатывается карта монтажа. Эта серия станков будет уместна как при мелкосерийном запуске, так и в образовательно-практической деятельности высших учебных заведений.
Zhengbang ZB4050LS

Если серия ZB3245/ZB3545 — это недорогие станки с достойными, но всё же со средними характеристиками, то машина ZB4050LS от компании Zhengbang уже для профессионального применения и исключительно надёжна, способна долго работать без перерыва и необходимости наладки.
|
ZB4050LS |
|
|
Точность позиционирования размещающих головок (миллиметров) |
0,025 |
|
Количество размещающих головок |
6 |
|
Максимальная скорость размещения (компонентов в час) |
11000 |
|
Количество мест для катушечных/ленточных питателей |
64 |
|
Количество камер системы машинного зрения |
3 |
|
Максимальный размер печатной платы (миллиметров) |
500*400 |
|
Максимальная высота монтируемых деталей |
≤6 (опционально до ≤11) |
|
Встроенный дисплей |
да |
|
Встроенный компьютер |
да |
Это классический напольный SMT-станок. Он предназначен для долговременной работы в условиях средне- и крупносерийного производства. ZB4050LS совместим с независимыми лентами или катушками в количестве до 64 . Станок оснащён системой машинного зрения с тремя камерами для автоматической визуальной инспекции всех этапов технологического процесса. Комплектуется промышленным ПК с предустановленным рабочим ПО. Шесть размещающих головок имеют исключительную производительность и предназначены для пайки деталей типоразмера 0402÷5050 и аналогичных по габаритам, а также SOIC-, QFP-, BGA-микросхем и других. Станок ZB4050LS высокопроизводителен, эргономичен, получил качественные комплектующие и удобное ПО, с которым быстро и легко запускается в работу . Модель относительно недорогая и быстро окупается.
Серия TVM802 компании QIHE

Продукция компании QIHE составляет серьёзную конкуренцию технике Zhengbang и предлагает серию высокоточных высокоскоростных настольных станков.
|
TVM802A |
TVM802AX |
TVM802B |
TVM802BX |
TVM802B+ |
|
|
Точность позиционирования размещающих головок (миллиметров) |
0,025 | ||||
|
Количество размещающих головок |
2 | ||||
|
Максимальная скорость размещения (компонентов в час) |
6500 | ||||
|
Количество мест для катушечных/ленточных питателей |
29 | 46 | 58 | ||
|
Количество камер системы машинного зрения |
2 | ||||
|
Максимальный размер печатной платы (миллиметров) |
340*340 | 260*340 | 300*320 | ||
|
Максимальный высота монтируемых элементов |
≤12,5 | ||||
|
Встроенный дисплей |
нет | да | |||
|
Встроенный компьютер |
нет | да | нет | да | да |
Машины серии TVM802 — недорогое, но многофункциональное и в чём-то даже инновационное решение с программным управлением . Все станки работают с независимыми катушечными/ленточными питателями, которых в разных моделях от 29 до 58. Все модели серии оснащены системой машинного зрения.
Модели TVM802AX, TVM802BX, TVM802B+ поставляются с промышленным компьютером с предустановленным программным обеспечением, необходимым для работы станка, а также позволяющим в режиме реального времени отслеживать основные параметры работы.
Станки этой серии созданы для установки электронных компонентов типоразмера 0402÷5050 и аналогов, микросхем в корпусах SOIC, QFP, BGA и других. Все машины серии высокопроизводительны, эргономичны, собраны на качественных комплектующих и получили удобное ПО . Они отличаются демократичной для подобного оборудования ценой и быстро окупаются.
QIHU TVM926

Если серия TVM802 представлена недорогими моделями с достойными, но всё же со средними эксплуатационными параметрами, то TVM926 от компании QIHU — профессиональное решение, отличающееся исключительной надёжностью , и способное беспрерывно работать без постоянной наладки.
|
TVM926 |
|
|
Точность позиционирования размещающих головок (миллиметров) |
0,025 |
|
Количество размещающих головок |
4 |
|
Максимальная скорость размещения (компонентов в час) |
9000 |
|
Количество мест для катушечных/ленточных питателей |
64 |
|
Количество камер системы машинного зрения |
6 |
|
Максимальный размер печатной платы (миллиметров) |
330*580 |
|
Максимальная высота монтируемых деталей |
≤16 |
|
Встроенный дисплей |
да |
|
Встроенный компьютер |
да |
Модель оптимальна для средне- и крупносерийного производства электроники . TVM926 поддерживает работу с независимыми катушечными/ленточными питателями числом до 64 . Установлена система машинного зрения, промышленный компьютер с предустановленным ПО для работы.
Четыре размещающих головки дают огромнейшую производительность и поддерживают типоразмер 0402÷5050 и изделия с аналогичными габаритами, корпусные микросхемы в форм-факторе SOIC, QFP, BGA и других.
Сегодня ТПМ специализированных миниатюрных SMD-деталей наиболее прогрессивна: достижения науки и техники сделали доступнее сверхплотный монтаж деталей, дали высокую степень миниатюризации и надёжности техники с одновременным ускорением её сборки и снижением стоимости. Не чудо ли?! Чудо, которым мы все с вами пользуемся каждый день: смартфоны, ноутбуки, персональные компьютеры — всё это продукты наивысшей степени развития SMT технологии.
Станки для автоматизированного монтажа являются «руками» технологии SMT, и, притом, очень быстрыми и хирургически точными: современное монтажное оборудование способно с высочайшей производительностью и степенью точности оборудовать печатные платы элементами, которые остаётся лишь припаять для получения готового устройства.
В статье мы рассказали о технологии SMT и о самих компонентах (SMD), а об особенностях и конструкции оборудования, познакомили вас с несколькими моделями современных SMT-станков.
798
1.7K
660